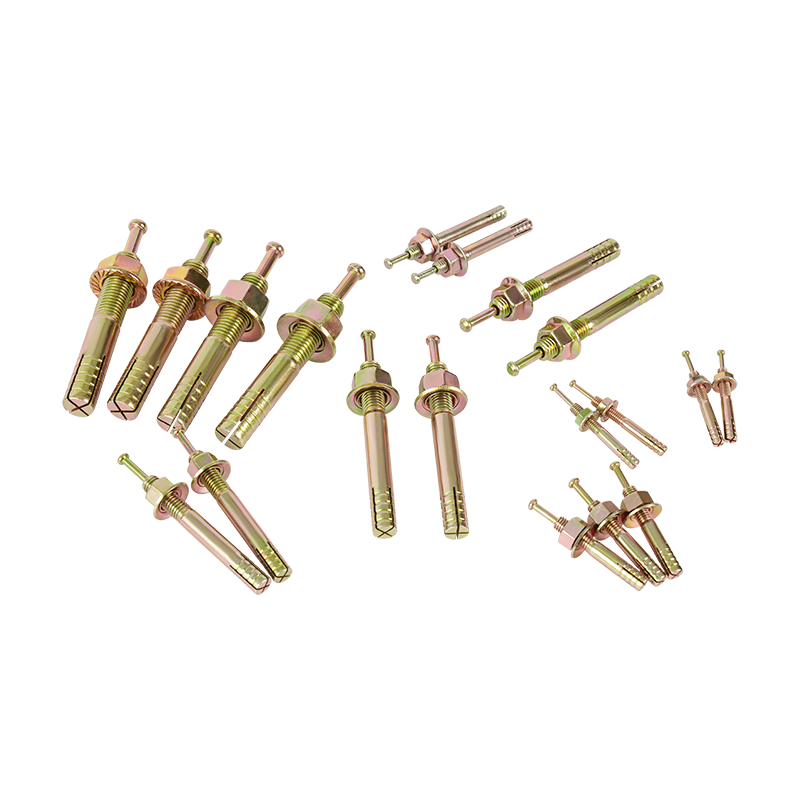
İnşaat, köprü onarımı ve ekipman kurulumu gibi kilit mühendislik alanlarında, demirlemenin güvenilirliği çok önemlidir. Verimli ve ekonomik bir mekanik ankraj cıvatası olarak, temel çalışma prensibi Karbon çeliği grev çapası Cıvatalar açıktır ve pratikte test edilmiştir.
Çekirdek mekanizma: Mekanik birbirine geçme ve sürtünmenin sinerjisi
Perküsyon ankraj cıvatalarının temel prensibi kimyasal bağlamaya değil, saf mekanik birbirine ve yük taşıma elde etmek için üretilen büyük sürtünmeye dayanmaktadır. Çalışma süreci üç temel aşamaya ayrılabilir:
Ekleme ve eksenel hizalama: Ankraj cıvatası (genellikle yüksek mukavemetli karbon çeliğinden ve onu çevreleyen bir genleşme manşonundan veya kamadan oluşan bir ana cıvatadan) önceden delinmiş bir substrat deliğine (genellikle beton, duvar veya taş) yerleştirilir. Deliğin çapı, ankraj cıvatası yer aldıktan sonra manşonun delik duvarına sıkıca oturduğundan emin olmak için ankraj cıvatası spesifikasyonlarıyla kesinlikle eşleşmelidir.
Perküsyona bağlı deformasyon: Bu temel eylemdir. Ankraj cıvatasının ucunu (genellikle cıvata başlığı veya özel bir perküsyon kafası) eksenel olarak perk etmek için bir çekiç veya başka bir alet kullanın. Bu darbe kuvveti, ankraj cıvatasının ekseni boyunca aşağı doğru hareket etmek için ankraj cıvatasının içindeki genleşme elemanını (konik bir kama veya özel olarak tasarlanmış bir manşon gibi) yönlendirir.
Radyal Genişleme ve Kilitleme: Aşağı doğru hareket eden genişleme elemanı, karbon çeliği genişleme manşonunu dışarıda kuvvetle sıkar. Kol, güçlü radyal basınç altında kontrollü plastik deformasyona (kalıcı deformasyon) geçirir ve böylece her yöne radyal olarak genişlemeye zorlanır:
Mekanik ısırık: Genişletilmiş manşon malzemesi, substrat deliği duvarının mikroskobik gözeneklerine ve düzensiz yapılarına güçlü bir şekilde basılır ve güçlü bir mekanik kilitleme (bir kilit silindirine yerleştirilen bir anahtara benzer) oluşturur.
Sürtünme kısıtlaması: Genişleme ile üretilen büyük radyal basınç, manşonun dış yüzeyi ile delik duvarı arasında son derece yüksek statik sürtünmeye neden olur. Bu sürtünme, ankraj cıvatasının çekilmesine direnen ana kuvvetlerden biridir.
Tam Kontak: Genişleme, ankraj cıvatasının ve matkap deliğinin tüm temas yüzeyi üzerinde maksimum ve düzgün temas basıncına ulaşmasını sağlar.
Karbon çeliğinin temel rolü: güç ve tokluk arasındaki denge
Çekirdek malzeme olarak yüksek karbon çeliğinin seçimi tesadüf değil, yeri doldurulamaz bir rol oynar:
Yüksek mukavemet: Karbon çeliği (genellikle söndürme ve temperleme gibi ısıl işlem görür) yüksek bir gerilme mukavemetine (genellikle 400MPa veya daha fazla) sahiptir, bu da büyük kurulum perküsyon kuvvetine ve ankrajın kırılmasını önlemek için servis sırasında ankraja uygulanan gerilme ve kesme yüklerine dayanabilir.
Gerekli süneklik/tokluk: Aynı zamanda, malzemenin, kırılgan çatlaktan ziyade perküsyon kuvvetinin etkisi altında kontrol edilebilir plastik deformasyona (genişleme) geçmesini sağlamak için yeterli tokluğa (hassas bileşim kontrolü ve ısı işlemi ile elde edilmesi) olmalıdır. Bu tokluk ve güç dengesi, karbon çeliği perküsyon ankrajlarının güvenilirliğinin temelidir.
Aşınma Direnci: İyi aşınma direnci, anahtar bileşenlerinin perküsyon kurulumu ve substrat ile sürtünme sırasında aşırı aşınmaya eğilimli olmamasını sağlar ve yük taşıma performansı etkiler.
Karbon çelik perküsyon ankrajlarının temel çalışma prensibi, esasen eksenel perküsyon kinetik enerjisini radyal genişleme mekanik enerjisine ve sürtünme kısıtlama enerjisine etkili bir şekilde dönüştürmektir. Güvenilirliği, kontrollü plastik deformasyon işlemi sırasında yüksek mukavemetli ve sert karbon çelik malzemesi tarafından üretilen güçlü mekanik birbirine konulma ve sürtünmeden gelir. Bu net ve doğrudan fiziksel mekanizmayı anlamak, mühendislerin bu tür ankraj cıvatalarının performansını doğru bir şekilde seçmesi, yüklemesi ve değerlendirmesi için çok önemlidir. Malzemenin kendi mukavemetine ve deformasyon yeteneğine dayanan bu ankraj, birçok senaryoda verimli ve güvenilir bir çözüm sunar.